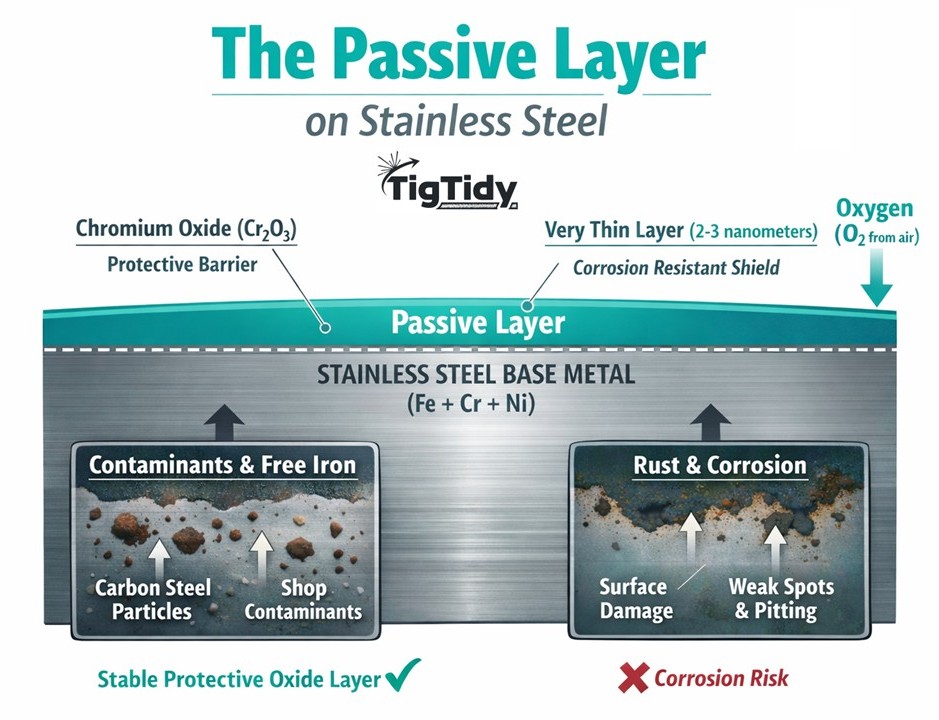
Stainless steel doesn’t resist corrosion because it’s “rust proof”. It resists corrosion because its surface forms a thin, stable protective film—often called the passive layer. When that layer is intact and the surface is clean, stainless performs brilliantly. When the layer is damaged or contaminated, stainless behaves like any other steel: it corrodes.
For welders and fab shops, that difference shows up most often around welds. If you care about long-term performance, weld cleaning isn’t cosmetic finishing. It’s part of corrosion control.
What passivation actually is
Stainless contains chromium. In the presence of oxygen, chromium at the surface forms a chromium-rich oxide film. That film is extremely thin, but it’s what blocks further oxidation of the metal underneath.
Passivation is simply the condition where:
- the surface is free from contaminants, and
- the surface can reform a uniform protective oxide.
If you leave contaminants behind—or you leave the weld zone with a depleted/dirty surface—passivation is patchy. Patchy passivation means weak points. Weak points become rust spots, tea-staining, pitting, and customer complaints.
Welding disrupts the passive layer
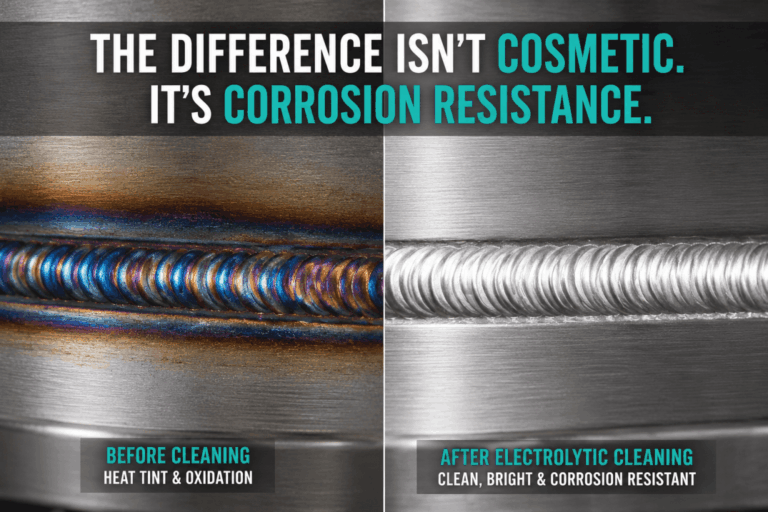
During TIG or MIG welding, the weld bead and heat-affected zone are exposed to high heat. Even with good gas coverage, you typically get some degree of heat tint—straw, blue, purple, grey, or black discolouration.
That colour isn’t just “burn marks”. It’s a sign that oxides have formed and the surface chemistry has shifted. The chromium-rich surface that gives stainless its corrosion resistance can be compromised in the tinted area. In real-world environments—outdoor stainless, coastal air, road salt, food production wash-down, chemical cleaners—those zones are often where corrosion starts first.
Contamination: the silent killer of stainless jobs
A lot of corrosion problems aren’t caused by the stainless grade. They’re caused by what touched it:
- Carbon steel dust in a shared workshop
- Non-stainless wire brushes or grinding discs
- Handling marks, oily residue, polishing compounds
- “Just a quick touch” with whatever flap disc is nearby
- Poor rinsing after chemical processes
Any of these can deposit free iron or residues that undermine passivation. The job may look perfect when it leaves the shop, then a few weeks later the client sees brown staining around welds or along the brushed grain.
Where weld cleaning fits in
Proper weld cleaning removes heat tint and surface contamination so the stainless can re-passivate evenly. That’s the whole point: restore the surface condition so the material behaves like stainless again.
Electrochemical weld cleaning is popular in many fabrication shops because it’s fast and controlled. Using a conductive fluid and electrical current, it lifts oxides and cleans the weld without heavy abrasion. Done correctly, you get:
- a cleaner, brighter weld zone
- a more consistent finish i.e. less “halo” marking than aggressive grinding.
- improved corrosion resistance where it matters most
- access in corners and fillets that tools can’t reach properly
Mechanical finishing can work too, but it’s easy to trade one problem for another: altered grain, smeared contamination, missed crevices, overheating thin stainless, and inconsistent results between operators.
Long-term protection is a process, not a product
If you want stainless to stay stainless, weld cleaning should be part of a simple, repeatable workflow:
- Control heat tint: good shielding, sensible heat input, clean prep.
- Remove oxides properly: electrochemical cleaning or an appropriate pickling/passivation method for the job.
- Avoid cross-contamination: dedicated stainless consumables and clean work surfaces where possible.
- Rinse and finish consistently: residues left behind can stain later.
- Match grade to environment: 316 often makes sense for coastal and exposed installations; 304 is fine indoors but less forgiving outdoors.
The business case: fewer callbacks, stronger reputation
Passivation isn’t a buzzword customers use, but they feel it in the outcome. When welds stay clean months after installation, you reduce snag lists and awkward site visits. You protect margins by cutting rework. Most importantly, you build trust—because your stainless work looks the same a year later as it did on handover.
Weld cleaning protects stainless long-term because it protects passivation. If you treat it as a core step rather than an optional finish, your jobs last longer, look better, and come back with fewer problems.