If you fabricate stainless steel, you’ve probably seen it: faint brown “rust-like” marks creeping out from welds, fasteners, crevices, or polished surfaces. Customers call it rust. Technically it’s often tea-staining – a surface corrosion that shows up most commonly on stainless used outdoors, near the coast, or anywhere exposed to road salt, pollution, and regular wet/dry cycling. The frustrating part is that it often appears on jobs that looked perfect when they left the workshop.

The good news: in many cases, tea-staining is preventable. The weld and heat-affected zone is usually where problems begin.
What causes tea-staining on stainless?
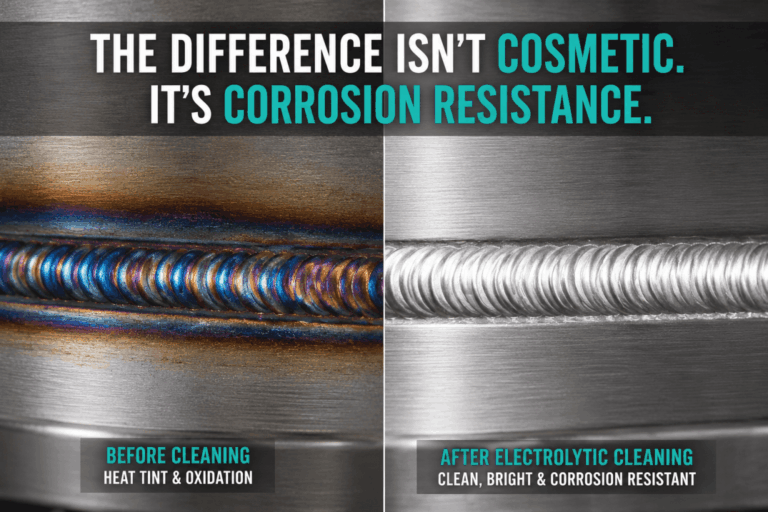
Stainless stays “stainless” because it forms a thin protective layer (a chromium-rich oxide film) that passivates the surface. During welding, heat and oxygen disturb that layer. The discolouration you see—straw, blue, purple, grey—is not just cosmetic. It’s a sign that the surface chemistry has changed and the chromium at the surface can be depleted. That area becomes more vulnerable to corrosion, especially when chlorides are present – think coastal air, de-icing salts, some cleaning chemicals.
Add in a few common fab shop realities – fingerprints, grinding smear, carbon steel dust, poor rinsing – and you’ve got ideal conditions for tea-staining to show up later.
Why “just grind it” can backfire
Mechanical cleaning has its place, but it’s easy to create new issues:
- Smearing contamination into the surface instead of removing it
- Changing the finish especially on brushed or polished work
- Missing tight corners where corrosion often starts
- Overheating thin stainless, causing distortion or more tinting
You can remove the visible colour and still leave a surface that’s less corrosion-resistant than the parent material.
The practical fix: electrochemical weld cleaning
Electrochemical weld cleaning is designed specifically to remove oxides from the weld and surrounding area and help restore a clean, passivated surface. Using a conductive fluid and an electrical current, it targets the heat tint and surface contamination without aggressive abrasion. For many fab shops, the biggest wins are:
- Reduced tea-staining risk, especially on outdoor stainless
- More consistent finish, with less “halo” marking
- Faster, repeatable results, even on complex assemblies
- Better access in corners, fillets, and detailed fabrications
Simple habits that prevent problems
If you want fewer callbacks, build these into your process:
- Remove heat tint properly: not just visually byusing an electrochemical method or appropriate pickling/passivation process.
- Avoid cross-contamination: dedicated stainless brushes, discs, and work areas where possible.
- Rinse thoroughly and neutralise if your process requires it—residue can cause staining later.
- Match the grade to the environment: 316 for coastal/exposed applications is often a safer choice than 304.
- Control the finish: consistent grain and clean surfaces shed contaminants more easily and look better longer.
Tea-staining isn’t “bad stainless”—it’s usually bad surface condition. Clean the weld zone correctly, keep stainless truly stainless through your finishing process, and you’ll stop tea-staining before it starts.
We’d love to talk if you need help or advice!